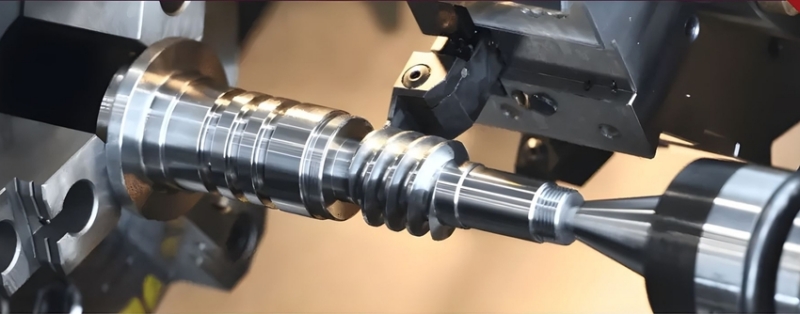
Grooving er en relativt kompleks proces. For at gøre et godt stykke arbejde med riller, skal du først forstå typerne af riller. Almindelige rilletyper omfatter udvendige cirkulære riller, indvendige hulriller og endefladeriller. Selvom bearbejdningen er vanskelig, kan riller udføres effektivt ved at betjene bearbejdningscentret rimeligt.
Hvad er grooving?
Faktisk, i al værktøjsskæring, uanset om værktøjsmaterialet er metal eller ikke-metal, og uanset bearbejdningsmetoden for emnerotation eller værktøjsrotation, så længe et værktøj af rilletypen bruges til at skære en rille på emne, kan det betragtes somrillebearbejdning.
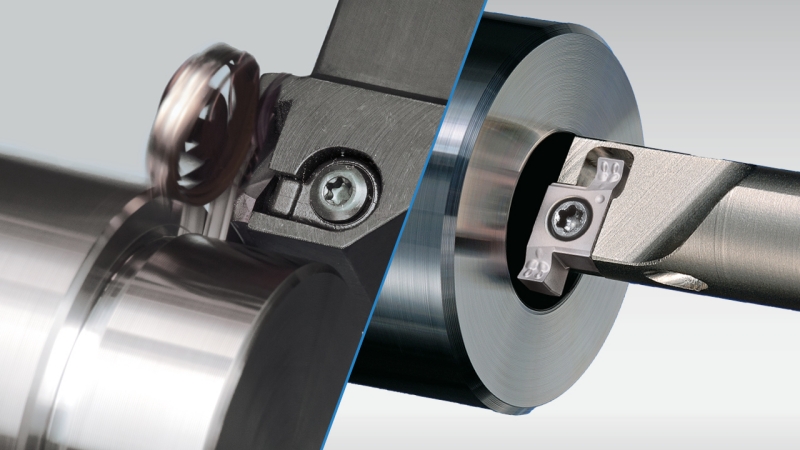
Forindvendig rille, opnås den bedste bearbejdningseffekt, når værktøjsspidsen er lidt over centerlinjen.Ansigtsrillerer mere speciel, skal værktøjet kunne bevæge sig i aksial retning, og værktøjets bagradius skal passe til den radius, der bearbejdes.Ansigtsrilleropnår den bedste bearbejdningseffekt, når værktøjsspidsen er lidt over centerlinjen.

I enhverrilleproces, er modeldesignet og bearbejdningscentrets tekniske forhold også grundlæggende faktorer, der skal tages i betragtning. De vigtigste ydelseskrav til bearbejdningscentret omfatter: at have tilstrækkelig bearbejdningskraft, en højhastighedsspindel for at sikre, at værktøjet kører inden for det korrekte hastighedsområde og ikke vil falde hastigheden eller ryste; have tilstrækkelig stivhed til at fuldføre den nødvendige skæreproces og ikke vibrere for at beskadige overfladefinishen af emnet; have et højt nok kølevæsketryk og flow til at hjælpe med at fjerne spåner. Det funktionelle design af spindelcentrets vandudledning kan opfylde dette behandlingskrav.
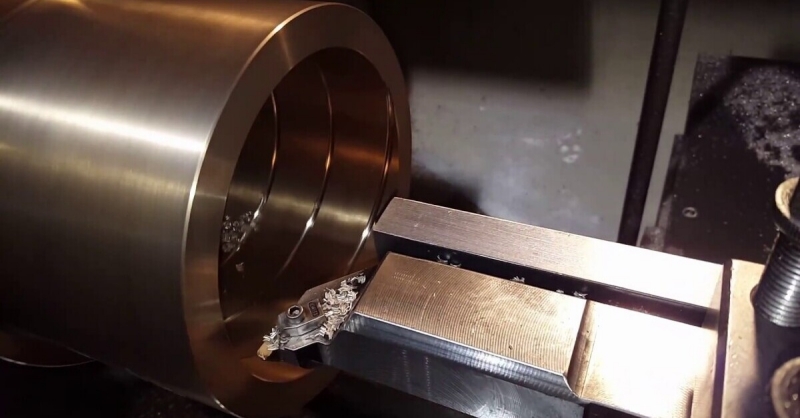
Faktisk er grooving ikke svært med hensyn til programdesign og -behandling. Det, der er kompliceret, er den uregelmæssige form af emnet og den kontinuerlige fejlsøgning, der følger. Derilleproceskan afsluttes effektivt ved at anvende forskellen i bearbejdningsmetoder til det rimelige udvalg af værktøjer.